地 址:河南新乡市环宇立交桥桥北500米路东(周村工业园内)
电 话:0373-2688986
传 真:0373-2688749
联系人:韩经理
手 机:13663901423
邮 箱:695434725@qq.com
网 址:http://www.zyjx-h.com

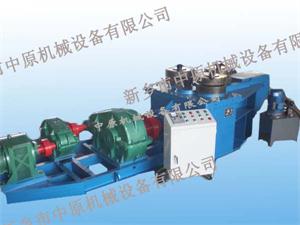
F10全液压法兰成型机
产品分类:液压法兰成型机
应用范围:
F10大型液压法兰冷弯机参数机外型尺寸:(长×宽×高):3600mm×2400mm×1780mm动力电源:380V/50Hz 三相四线制 输出转速:1-6r/min液压泵电动机功率:37KW 油箱容积:760升液压马达额......
24小时电话咨询:13663901423
F10大型液压法兰冷弯机参数
机外型尺寸:(长×宽×高):3600mm×2400mm×1780mm
动力电源:380V/50Hz 三相四线制
输出转速:1-6r/min
液压泵电动机功率:37KW 油箱容积:760升
液压马达额定压力16Mpa 油缸压力25Mpa
适合圆管、槽钢(5#~20#)等型材的卷圆或起弧
扁钢加工数据参考
*大可加工扁钢尺寸 *小内径
100×150 Ø
YYMF10大型液压冷弯机介绍:
MF10大型液压冷弯机是任意式三辊型材卷圆机,集机电液压于一体,将电能转换为动能,通过液压马达减速机等转换为所需的大转矩低转速,采用两主动辊双动力实现同向同步旋转运动,为型材行走提供双倍扭矩。而且两主动轴之间的距离可以通过两侧油缸的进退改变,使工件更易变形成弧,被动辊通过液压缸前进、后退实现位移,为卷制型材提供所需的压力,位移量由数字显示系统实时显示。三个工作辊可以任
意摆放位置,使工件的两端直头更短,更好的降低用户成本。通过移动被动辊位置实现这三个点形成的弧线达到所需弯曲半径,即调整所弯型材的曲率。借助被动辊的压紧及两主动辊的旋转运动,使型材经过多道次连续弯曲,产生永久性的塑性变形,用于常温状态下将型材卷制成圆形、弧形、螺旋形等工件。在石油、化工、水电、造船、钢结构、风机、模板、隧道工程以及机械制造各行业中有着广泛的应用。
YYMF10型冷弯机床身为钢板焊接结构,并经处理消除内应力,镗铣床加工,保证了装配精度、同心及平行度。整机有足够的强度和刚度,能够满足机器能力范围内的型材的弯曲。更换不同的模具可以
对扁钢、方钢、槽钢、圆钢、钢管等型材进行卷弯加工,装卸活十分
方便,具有结构简单,能耗低,效率高,操作简单方便等众多优点。是风机、石化、造船、桥梁模板、网架、钢结构建筑、大型管道、水工仪表等行业高效、节能、节材的理想加工设备。代替了原有钢板下料成弧板,组焊成型或将型材进行火焰加热后人工弯制成型等复杂工艺(原有方法存在成型尺寸难以保证,过度圆弧质量差、能耗高、人力投入大、费用高、效率低且存在烫伤等不安全隐患)。
设备的主要特点
1. 体积小.重量轻:由于不仅采用了新液压技术的传动结构,因而本机具有结构紧凑,体积小、重量轻的特点.
2. 机械效率高.故障少.寿命长:本机啮合齿轮为斜齿,工作辊端轴承选用重载轴承支撑,承载能力大,而且降低摩擦引起的功率损耗, 因此机械性能好,耐磨性能好,再加采用滚动摩擦,故使之故障少、寿命长.
3. 运转可靠平稳:本机采用整体结构,基础简单,移动方便,噪声低.
4.本机还具有过载保护功能.耐冲击.惯性力矩小,适于频繁正反转的特点.运转无惯性,易于控制工件的成弧位
设备的安装、使用、维护
1. 正确使用设备,认真执行设备保养,遵守安全操作规程,是减少设备故障,延长设备使用寿命,保障安全生产的必要条件,因此设备的操作者及维修人员必须了解设备的结构、性能、维护保养方法和操作规程。
2. 设备须安装在坚硬的基础面上,找正,以进给导轨面于水平位置为准。
3. 设备的润滑是降低摩擦损耗,提高传动效率和寿命的有效措施。为此平常使用中要注意合理的润滑。使用前润滑位置须加油,如传动装置、齿轮部位、被动辊没体导轨、液压泵站等。传动装置润滑方式为油浴式,环境温度在0~35o时推荐用中负荷工业齿轮油L—CKC150。第一次加油运转两周后应更换新油,并将内部油污冲净。这是保证设备正常运转,降低故障率,延长其使用寿命的重要环节。以后可每3~6个月更换一次。若环境温度较高或潮湿时适当缩短换油时间。运转中传动装置内储油量必须保持在规定的油面高度,不宜过多或过少,在使用过程中应经常补充润滑油。加油时旋开机座上部的通气帽即可加油。放油时旋开机座下部的放油螺塞,即可放出污油。齿轮部位为油脂润滑,油脂润滑首次运行两周后,应补充新油脂。以后1~2个月补充一次。被动辊滑体导轨40~60号机械油,导轨外露表面应经常保持清洁。
设备的辊轴的滚动轴承在设备装配时,已涂满润滑脂,由于转速很低,润滑周期较长。根据使用情况每1~2年清洗一次,去掉失效的润滑脂,重新涂抹新油。用户应根据设备具体的工作情况,负荷和工作时间制定具体的润滑制度。设备连续工作时,润滑周期应缩短。液压泵站的油箱需加注46#抗磨液压油,加油量约300升。按液压原理图连接油管,检查油路有无松动现象。
按电气原理图接通电源,然后点动一下油泵电机,电机旋向应与泵规定转向要求符合,否则应将电线接头调相,调好后正式启动油泵电机,使油泵处于空负荷运转,运转正常后按工作循环负荷试车。在油箱没有注入油前切勿启动油泵电机。使用前首先检查油箱内的油是否加满,如不足应加满。工作中油箱的液面应始终保持在没空的中心线上,以防油泵吸空。设备使用的液压油必须经过严格的过滤方可注放油箱,油箱在装油前必须清洗好,一般室温高于30oC时推荐使用46号抗磨液油,室温低于20oC时可用N32号液压油,每一年更换一次,其中第一次使用的时间不应超过两个月,更换时,应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。工作过程中油箱内的油温应在10~60oC之间,若因工作或环境引起油温过高时,需采取冷却措施或停泵,以免损伤油泵和密封件。
油温过低时,需采取加温措施或低压运转来提高油温。
3、电控柜是用来安装电气元件。设备使用的电气全部采用德力西等名牌企业优质产品,电气保护器件(如电流继电器、空气开关等)在安装前进行严格的测试,并保证运行可靠。电气走线严格按电气原理图进行,控制柜上设有控制按钮、指示灯以及监视液压缸位移量的数字显示仪表。电控系统的主要任务是在一定的工作方式下,根据电气原理图,使电机启动和停止。主电路由断路器空气开关、交流接触器、电动机组成。采用50HZ、380V三相四线制电源。各电机均有相应的断路器作过电流短路保护。各电机均有相应的热继电器作过负荷保护。电机正反由交流接触器控制;强电控制无器件包括断电器、熔断器、接触器、热继电器、按钮等。由数字显示仪表实时显示液压缸的位移量。检查电控箱并接入电源进行空载试车,熟悉各部电控操作按钮及压制工艺,空载运转确认正常后,方可作业。
4、本设备出厂时调定的工作压力不得任意提高,使用时严格遵守说明书中的规定,切忌超压超负荷。高压胶管出厂时,均经过额定压力1.25倍的耐压试验。由于胶质的老化,用户长期使用时,应注意定期检查,半年检查一次。发生渗漏,凸起或爆破情况下,必须更换。使用时,应避免打折和出现急弯。固定场合,可用钢管代替。
5、熟悉压制工艺,进料出料端可按实际情况添加辅助支撑走料装置,使型材始终平行设备底面,才能保证加工后不产生扭曲变形。工作时,型材弯度行成范围附近不准有人,橇型材时要站稳。防止橇棒打滑击伤,操作人员只能站在外侧。
6、卷弯型材不能争于一次成型,应分数次往返滚压。特别是型材规格较大、强度大的材料,一定要采取少压量,分多次进给,多次滚压的方法,不然将损坏设备。加工型材规格也不应超过机具的允许范围。成型圆弧的大小与压缩率成反比,圆弧越大,压缩率越小,就容易卷制。圆弧越小,压缩率越大,卷制难度越大,往返滚压的次数也越多。操作时,*好先制弯曲弧模板,用之检验弯曲出来的弧度是否符合要求,以便及时纠正。
7、设备在使用过程中应及时清理卷压过程中产生的残渣杂屑,以免影响设备正常工作。
8、工作进应注意工作台面及辊轮周围勿放置工具或杂物,以免影响安全。操作时,注意人体压伤、割伤发生。严禁手、脚放在辊轴和传动部位及工件。工件进入辊轮后,严防手及衣服被绞入辊轮内。
9、设备正在运行进,若需要逆转则应先按“停机”按钮复位,然后按所需按钮操作逆转。
10、设备应有专人操作,操作人与其他工作人员应密切配合,正反车要有信号联系,指挥信号要清楚明了,操作时思想要集中,严禁谈笑、打闹,应确保安全。
11、在设备开动时,操作才不准离开设备。
12、型材弯卷出现搭头时不准工作,液压站油压不稳定或油温温度超过60度时不准工作。不得超载使用,严禁超过被动辊滑块的*大行程。
13、当设备发现严重漏油或其它异常(如动作不可靠、噪声大、振动等)时应停车分析原因,设法排除,不得带病投入生产。
14、若要拆卸油管或阀进,必须先将电源切断停机卸荷后进行。经常检查高压管,若发现渗漏应及时排除,绝对禁止带高压拧管接头及螺母。使用时,应避免打折和出现急弯。
15、作业完毕,应使油缸活塞杆全部收回,然后断开开关,切断电源。停机后将工件放置指定地点。
16、开车操作前应阅读并理解熟悉本说明之规定方能上岗操作。
常见故障及排除方法
序号 |
故障现象 |
处理方法 | |||
1 | 电机不转 | 线路不通 | 线断,更换保险丝 | ||
2 |
液压系统无压力 或压力上不去 | 1油泵旋转方向不对 2溢流阀堵塞或磨损 3液压油变质或污染 4接头松动或密封件损坏造成磨损 5压力表损坏 6油温过低造成吸油困难,油温过高造成容积效率下降 7液压油位过低,油泵吸空 | 1换向 2清洗或换新阀 3换新油或将油过滤 4紧固接头或更换密封件 5换压力表 6控制油温在10~60度之间 7加油 | ||
3 |
电机过热 | 1电压太低 2电机定子潮湿 | 1检查电源线路,找出原因进行处理 2修电机 | ||
4 | 工作油缸有缓冲现象 | 缸内有空气 | 来回工作几次 | ||
5 | 换向机构失灵 | 1 阀或开关损坏 2 阀或开关线路不通 3 换向阀堵塞 | 1 修理或换新 2检查线路并修复 3 用煤油清洗 | ||
上述之介绍只对一般现象作概略说明,仅供参考,实际使用过程中发现故障后应先分析原因,随后逐一检查。
随机提供技术资料
1. 使用说明书
2. 显表说明书
3. 电器接线图、液压系统原理图
4. 设备清单、整机产品合格证
致力于法兰成型机、冷弯卷圆机、角钢卷圆机、型材弯曲机、圆筒翻边机、锥筒翻边机、风机前盘旋压机、剪圆机、工字钢顶弯机、槽钢卷圆机、液压法兰成型机、筛分与输送、型材冷弯成型等设备及其它相关配套产品的设计、制造与安装调试
同时,承接业内信息咨询系统方案规划及相关项目开发等业务
公司产品遍布全国各地,并远销海外近年来,公司本着“以科技为先导,以质量为保证,以信誉求生存,以创新求发展的方针
先后开发生产了立式车床、法兰成型机、风机专用多功能旋压机成套制粒及振动、筛分、输送设备等产品。质量可靠,规格型号齐全,自动化程度高
企业以不断进取的先进技术和工艺装备及完善的服务质量来满足顾客的需求和期望,同时努力完善自身管理
今后,本公司将秉承“优质、高效、求实、奉献”的经营理念,以优良的品质、完善的售后服务竭诚为各界客户提供优质的服务